
Part I: Benefits and Advantages
Minimizing Frictional Resistance

Wexxar has engineered a retro-fit kit for WF-20H and WF-30H machines equipped with out-of-date bevel track and guide wheel compression ram systems. (Note: this retrofit cannot be installed on machines with a split ram.) These systems use a bevel track and pliable nylon guide wheels, making them susceptible to heavy vibration. To make matters worse, when the guide wheels are not regularly lubricated and maintained, the nylon can oxidize, becoming hard and brittle, generating increased friction.

Furthermore, when the wheels are not regularly tensioned to adjust for a snug fit against the bevel track, this vibration increases, resulting in frictional resistance when a directional force is applied against the pneumatic cylinder.
Wexxar’s new design is constructed of hardened steel with ball bearing slides, attenuating noise and preventing much of the negative effects of vibration, thereby producing less torque. The reduction in torque, or frictional resistance, acting against the compression ram’s pneumatic cylinder prolongs the service life of the cylinder while providing a more uniform and consistent cylinder stroke.
Finally, the new compression platen assembly features dual guide tracks in order to ensure that the path of the compression platen is completely straight and consistent as is descends. The two guide tracks, aligned on each side of the centerline, distribute the remaining frictional resistance between the two guide tracks, thereby balancing the lateral forces and keeping the compression ram precisely on track.
The most important effects of reducing frictional resistance are decrease in downtime attributable to wheel-and-track maintenance, the increased speed and efficiency that the machine is capable of, and the reduction of wear and tear on machine components. Note that the addition of the new ram system will require changes to your PLC and HMI programs. Depending on your specific machine, the compression ram assembly upgrade may also require a PLC output add-on card. If so, customers will be given detailed installation and safety instructions. For more information, contact your nearest Wexxar representative or authorized agent.
Part II: Retrofit Instructions
Instructions for Removal of Existing Assembly
1. Ensure that the ram is in the HOME (up) position.
2. Turn off the machine power at the main electrical disconnect and discharge all pneumatic power from the machine. Conform to lock-out / tag-out procedures as required by local rules and regulations.
3. Disconnect each pneumatic hose from its connection on the mast assembly by pressing down on the orange collar and pulling out the hose. Note: Each pneumatic hose or cable which is retained should be labeled when it is detached from the machine.
4. Disconnect the red ¼” pneumatic hose attached to the ram brake cylinder. Strip it back to the machine’s FRL and disconnect it from the FRL. This pneumatic link will not be used in the new assembly, so the hose should be discarded and its connection port at the FRL should be plugged.

5. Loosen the strain relief caps from the V9 solenoid valve. Unscrew and open the top of the valve, loosen the holding screws and remove the wire ends from the solenoid. Unclip and strip back the cable for the valve and remove it from the machine. Note: If the machine has an LS-25 sensor (Ram Mid Position sensor), this sensor and its cable should be removed, as it will not be used in the new assembly.
6. If removing the ram assembly from a WF-20H or WF-30H, use a 9/16” socket wrench above and below to remove the eight bolts which secure the ram mounting frame to the machine frame. If removing the ram assembly from a WF-2H, use a 9/16” socket head wrench to remove the eight capscrews securing the ram mounting frame.
7. Use a forklift and harness to remove the old ram assembly from the machine.
Instructions for Installation of New Ram Assembly
NOTE 1: All screwed fasteners should be prevented from loosening by adding a flat washer (closest to the machine part) and a lock washer (closest to the screw head).
NOTE 2: All bolted fasteners should be prevented from loosening by adding a flat washer on the bolt-head end of the fastening and a flat washer and lock washer on the nut end of the fastening.
NOTE 3: All bolted or screwed fasteners should be further prevented from loosening through the application of Loctite. Please consult Wexxar Technical Bulletin #0119 to determine which Loctite product to use for each of the fasteners.
A. For machines which used an angle iron mounting frame on the old assembly (WF-20H, WF-30H):
1. The old WF-20H and WF-30H ram assemblies have the same mounting frame as that of the upgrade. Place the new ram mounting frame on the machine arch cross-members such that the eight bolt holes on the machine upper frame members which were used for the old ram assembly are positioned under the eight bolt holes of the new assembly mounting frame.
2. Use a 9/16” wrench from above and a 9/16” socket wrench from below to secure eight ⅜” X 1½” bolts to attach the new ram assembly frame to the machine frame.
3. Lower the ram so that the platen mount is very near to the compression deck. Ensure that the compression platen mount is parallel with the compression deck, or attach the widest available platen, and check the underside of the platen to ensure that it is parallel with the compression deck. A feeler gauge or similar tool is suitable in confirming this parallel relationship.
4. If the platen mount or platen is not parallel with the compression deck, use a ½” wrench to loosen the eight mounting screws on front and back sides of the ram (Drawing 63-3058). Exert sufficient sideways pressure on the ram to shift the ram angle into the vertical position. Retighten the four ram mounting screws.
5. If the above measures are not adequate to attain the required parallel relationship, loosen the eight ram mounting bolts which secure the ram assembly. Insert shims, as necessary, under the appropriate corners of the ram assembly mounting frame.
6. Use a 9/16” wrench from above and a 9/16” socket wrench from below to retighten the eight ⅜” X 1½” bolts.
B. For machines which used ¾” bars to mount the old ram assembly (WF-2H):


1. The installation of the new ram assembly will require the drilling of eight holes in the machine’s arch cross-members. Using the old ram assembly mounting holes as a guide, position the new assembly as close as possible to its final position on the machine upper frame members.
2. Lower the ram so that the platen mount is very near to the compression deck. Ensure that the compression platen mount is parallel with the compression deck, or attach the widest available platen, and check the underside of the platen to ensure that it is parallel with the compression deck. A feeler gauge or similar tool is suitable in confirming this parallel relationship.
3. If the platen mount or platen is not parallel with the compression deck, use a ½” wrench to loosen the eight mounting screws on front and back sides of the ram (Drawing 63-3058). Exert sufficient lateral pressure on the ram to shift the ram angle into the vertical position. Retighten the four ram mounting screws. If the above measures are not adequate to attain the required parallel relationship, the final adjustments to attain the parallel relationship will have to be delayed until the ram assembly can be bolted to the machine’s upper frame members.
4. Measure the distance from the platen’s edges or platen mount’s edges to the sides of the side belt conveyors. If the two spaces between the two side belt conveyors and the platen or platen mount are not equal, shift the ram assembly mounting frame on the machine’s arch cross-members until the distances are equal.
5. Transfer punch the center points of the eight mounting-bolt holes on the machine arch cross-members.
6. Shift the ram assembly mounting frame clear of the platen and drill the eight 13/32” holes in the arch cross-members centered at the eight points marked.
7. At this stage, if the steps taken to attain a parallel relationship between the platen or platen mount and the compression deck were not adequate, shims can be placed between the ram assembly mounting frame and the machine’s upper frame members. Test for the necessary parallel relationship, and alter the shims as necessary until the parallel relationship is attained.
8. Use a 9/16” wrench from above and a 9/16” socket wrench from below to secure eight ⅜” X 1½” bolts to attach the new ram assembly frame to the machine frame.
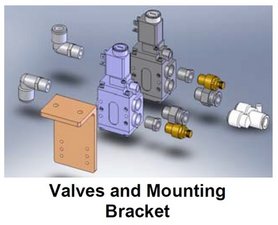
Mounting and Connecting the Ram Solenoid Valves
1. Use a 7/16” wrench and two ¼” X ¾” capscrews, together with washers and lockwashers to attach the solenoid mounting bracket to the ram assembly mounting frame. The bracket should be mounted using the two 9/32” mounting holes located on the assembly mounting frame’s angle iron midway between the ram casing and the edge of the machine’s arch cross-member. This mounting location is above and to the right of the right-side shock absorber. (See Drawing 63-3058).
2. Use a 9/64” Allen key and three #8-32 socket head capscrews to attach the two solenoid valves to the mounting bracket.
3. Pneumatic pressure for the solenoid valves is supplied by the ½” red pneumatic hose which was used to supply pressure to the old V9 valve. First attach this hose to the ½” port in the union-Y fitting (PN 17-364). Then, attach a red ⅜” hose from each of the ⅜” ports on the union-Y fitting to the ⅜” inlet ports on the two valves.
4. Attach a red ⅜” hose to the exhaust end of the solenoid closest to the mounting bracket. Attach the other end of this hose to the inlet (lower) port on the ram cylinder.
5. Attach a black ⅜” hose to the exhaust end of the solenoid furthest from the mounting bracket. Attach the other end of this hose to the exhaust (upper) port on the ram cylinder.
Electrical Connections
The electrical connections for the sensors and solenoid valves will vary from machine to machine. The safest way of completing these connections would be to contact the Electrical Assembly department at Wexxar by phoning (604) 930-9300. Be sure that you have at hand your machine’s serial number when you contact Wexxar.
PLC Upgrades
The machine’s PLC program will also have to be upgraded to accommodate the removal of the Ram Mid Position sensor from the WF-30H machines and the new ram assembly (for both the WF-20H and WF-30H machines). Contact Wexxar at (604) 688-6373 for the correct PLC program upgrade.
HMI Upgrades
The machine’s HMI program will also have to be upgraded. This upgrade will include a Ram Setting screen for setting the ram compression time (for both machines) and the box-under-ram offset (for the WF-30H). Contact Wexxar at (604) 688-6373 to arrange for the completion of this upgrade.
Illustrations




0 Comments